How Swiss-Type Machining is Different
When you go from using a conventional CNC lathe to using a CNC Swiss-type for the first time, your thinking changes. Doug Paoletta of Encompass Swiss Consulting says there are five differences.
Share














When you go from using a conventional CNC lathe to using a for the first time, your thinking changes. Doug Paoletta of Encompass Swiss Consulting says these are the differences:
1. Making a turn length longer or a drilled hole deeper entails a Z-plus offset on the Swiss-type. (It’s Z-minus on a conventional lathe.)



2. The machining of long parts has to be divided into short segments on the Swiss, because the part can’t be allowed to extend too far from the guide bushing.
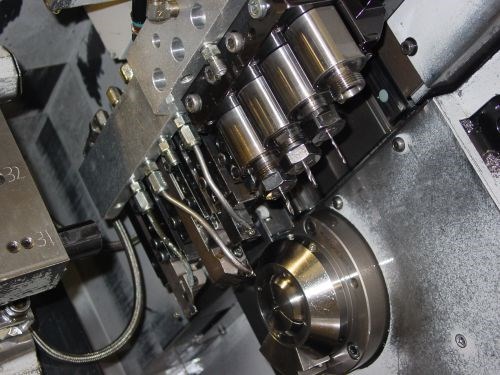
3. The size and material of the guide bushing are two important considerations in Swiss machining that don’t exist on a typical CNC lathe.
4. The cutting fluid is usually oil instead of water.
5. Machining cycles are complex and they move very fast.
For more detail, including elaboration on all of the points above, read this article about a shop that implemented its first CNC Swiss-type machine.
Related Content
-
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
-
CNC Machine Shop Honored for Automation, Machine Monitoring
From cobots to machine monitoring, this Top Shop honoree shows that machining technology is about more than the machine tool.
-
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.