Putting Production on Repeat with Machine Tool Automation
Cobots and automation advances have spurred tooling and workholding innovations like Big Daishowa’s zero-point workholding system and EWA fine boring head.

Share














Alan Miller, engineering manager and product manager for Big Daishowa, said in that improvements to collaborative robot systems have opened up automation to a wider array of manufacturers than ever before. Between these cobots and automation-optimized tooling, manufacturers can now automate smaller, specific, repetitive operations with less investment in time and resources. This frees up operators to tackle high-complexity operations that require manual input, while speeding up productivity and improving safety in simpler tasks.
Cobots
Collaborative robots, or “cobots,” widen the range of processes compatible with automation. Cobots are designed to work alongside employees, with integrated safety features like force limits automatically stopping the cobots when they meet unexpected resistance. Improved speed control, vision systems and proximity sensors, coding simplicity and increased adaptability also enhance the functionality of these automation solutions.



As part of encouraging the use of cobots, tool manufacturers like Big Daishowa have developed optimized solutions to take advantage of their increased functionality.
Automation, One Step at a Time
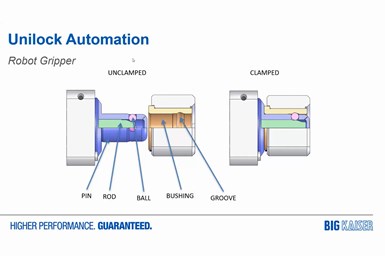
The gripper of Big Daishowa’s Unilock workholding systemis optimized for use with cobots. It was designed to eliminate the tight diameter and spacing control problems of retention knobs, which had prevented automation with earlier generations of zero-point workholding. Images courtesy of Big Daishowa.
Miller points out four applications where Big Daishowa has developed tooling to support the automation revolution: workholding, grinding work driving, cleaning and fine boring.
Workholding
The company’s Unilock workholding solution includes several optimizations specifically for use with automation. Miller says the chuck mounts directly to the machine tool (as well as other places, if needed), with a single reference point for fixtures or loading parts.
Miller also says that traditional zero-point workholding systems with tight diameters and spacing controls on the retention knobs can be difficult for robots to unload. Using a robot on these systems can lead to the workholding devices locking up or not fully coming out.
To combat this, Big Daishowa flipped the system inside out for automation. The chucks from its NSA Series have the clamping systems and tapers on the table — Miller compares this to what would be underneath the pallet of a horizontal milling machine. Flat, round pucks go underneath the work pallet, where Miller says they can easily slide on and off to improve the system’s compatibility with robots. The system uses a central chuck, but users can attach four additional locator plates to have built-in angular positioning while loading the chuck.
Work Driver
Traditionally, grinding work drivers need to be manually attached to each work piece, so automation would take the form of preassembled parts with attached work drivers. Miller says Big Kaiser’s line of mechanically actuated grinding work drivers instead uses spindle rotation to lock and unlock the drive, with adjustable jaws swinging into place and grabbing onto the workpiece.
Cobots are more compatible with this mechanically activated system, and can facilitate automated loading and unloading of small shafts. If the cobot runs into any problems, rather than proceeding to cause damage like a traditional robot, it stops and waits for an operator to assess the issue.
Cleaning
Keeping the work area clean is critical to successful automation project, Miller says. Big Daishowa recommends two ways to automate this task: the chip fan and the chip blower. The chip fan is a fixed and balanced blade fan with a small, 125-mm diameter that requires high spindle speeds to be effective, while the chip blower is a folding blade fan that covers more area at lower speeds — making it suitable for larger machines and tables.
The EWA fine boring head offers automated adjustments and cutting insert wear compensation. The level of automation can be set to the user’s comfort, from adjustments to user-input values to fully automated boring from the machine tool control.
Fine Boring Heads
New opportunities for automation are not limited to cobot-optimized workholding. Miller says Big Daishowa wants to enable full automation of the fine boring process.
Removing the need for manual adjustment could reduce cycle times and the risk of human error while also improving operator safety. The company’s EWA line of finish boring heads, scheduled for release in early 2022, moves toward this goal with an internal motor for automatic tool carrier adjustments, an internal actuator for clamping the tool carrier, and Bluetooth to communicate with external devices.
Automatic cutting insert wear compensation features adjust the boring tool for potential wear compensation based on measurements from the machine touch probe and bore gauge. Automatic adjustments can also enable a single tool to bore multiple hole sizes.
Bluetooth connectivity enables differing levels of automation, depending on the user’s comfort. Similarly to the EWE, the EWA can connect to users’ smartphones and tablets. In this situation, the machine operator inputs adjustment values in the app, then the tool adjusts automatically to the set value. This keeps the operator’s knowledge of fine boring in play, while still benefiting from the automated adjustment’s safety and tooling benefits.
Connection to an external computer that is itself connected to the machine enables the boring head’s probe to transfer measurements to the computer. From here, the computer can command the EWA boring head for adjustments. This system automates the boring head, while still keeping it separate from the machine tool control.
Direct connection with the machine uses Bluetooth to enable the machine to control the EWA boring head’s adjustments. Miller says Big Daishowa is actively working with companies to develop in-machine apps that improve compatibility with this automation method.
Related Content

Rail Manufacturer Moves Full Steam Ahead with Safe, Efficient Workholding Solution
All World Machinery Supply paired a hydraulic power unit with remote operating capabilities in a custom workholding system for Ahaus Tool & Engineering.
Read More
Workholding Fixtures Save Over 4,500 Hours of Labor Annually
All World Machinery Supply designs each fixture to minimize the number of operations, resulting in reduced handling and idle spindle time.
Read More
Custom Workholding Shaves Days From Medical Part Setup Times
Custom workholding enabled Resolve Surgical Technologies to place all sizes of one trauma part onto a single machine — and cut days from the setup times.
Read More
Medical Shop Performs Lights-Out Production in Five-Axes
Moving to five-axis machining enabled this shop to dramatically reduce setup time and increase lights-out capacity, but success relied on the right combination of workholding and automation.
Read MoreRead Next

How I Made It: Dennis Rymanowski
Dennis Rymanowski has worked at NSH USA for 60 years, with his passion for manufacturing living alongside his passion for his family’s polka band.
Read More

A New Frontier in Surface Finish Control
What if your machine tool could measure surface roughness as it cuts? This article explores how in-process metrology is advancing from concept to reality, enabling real-time feedback, immediate detection of anomalies and new levels of control over surface quality. Discover the technologies making this possible.
Read More